
- Hlavná klasifikácia
- transformátory
- Zváracie usmerňovače
- meniče
- Zváracie poloautomatické stroje
- Zváranie argónom
- Аппараты для точечной сварки
- Plynové zváranie
- Indukčné zváranie
- Plazmové zváranie
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Zváranie ako druh spojenia kovov existuje už viac ako storočie a rozšírilo sa takmer na celom svete. Počas týchto rokov boli spôsoby zvárania a zariadenia, s ktorými sa vykonáva, podrobené mnohým zmenám a zlepšeniam. Vďaka vývoju pokroku boli vyvinuté nové metódy zvárania a následne nové typy zváracích strojov.
Hlavná klasifikácia
Na pripojenie kovov boli vyvinuté mnohé typy zariadení, ktoré sa líšia nielen vo výrobe, ale aj pri zváraní. Zváracie stroje môžu mať nasledujúce typy.
- Transformátory . S pomocou tohto typu jednotky sa striedavé napätie siete mení na striedavé napätie, ale s charakteristikami vhodnými na zváranie.
- Usmerňovače . Jednotky sú konvertory AC-DC, takže zvárací oblúk sa stáva stabilnejším a zvarový zvar je kvalitatívnejší.
- Invertory . Zvárací invertor konvertuje striedavý prúd na konštantný, potom sa konštanta mení na striedavý vysokofrekvenčný prúd a na výstupe sa znova rektifikuje, pretože zvárací oblúk s konštantným prúdom, ako už bolo uvedené, je stabilnejší.
- Poloautomatické stroje sú transformátory aj meniče. Na agregátoch sa miesto elektród používa špeciálny drôt a zváranie sa uskutočňuje v prostredí ochranných plynov. Zariadenia sú schopné variť v režime nepretržitého spaľovania oblúkov a v impulznom režime. Takáto schopnosť je obsiahnutá jednotkou frekvenčného meniča.
- Zváracie generátory . Jedná sa o kombináciu zváracieho stroja (transformátora alebo meniča) s generátorom. Ten môže mať benzínový alebo dieselový motor. Tieto zariadenia sa používajú na miestach, kde nie je napájanie.
Na zváracích strojoch môžete vidieť nasledujúcu skratku s odkazom na prúdy, s ktorými pracujú:
- AC (striedavý prúd) - tieto písmená označujú striedavý prúd;
- DC - označenie jednosmerného prúdu.
Metódy zvárania sú označené nasledujúcimi skratkami.
- MMA (Ručný kovový oblúk) sa prekladá ako "ručné elektrické oblúkové zváranie" (RDS). Ide o tradičný a najbežnejší spôsob pripojenia kovových výrobkov. Ako aditívum so zariadeniami sa používajú kusové elektródy, ktoré majú ochranný povlak (povlak).
- MAG (Metal Active Gas) je metóda zvárania, pri ktorej sa oblúk oblúka aktívnym plynom (zvyčajne sa používa oxid uhličitý). Táto metóda sa používa pre poloautomatické stroje, ktoré používajú elektródový drôt ako prísadu.
- MIG (kovový inertný plyn) . Pri tomto spôsobe zvárania sa používajú inertné plyny ako argón, hélium atď. Metóda MIG sa používa aj na poloautomatické zváračky na spojovanie neželezných kovov a nehrdzavejúcej ocele. Pri zváraní sa používa drôt z rôznych kovov.
- TIG (inertný plyn volfrámu). Preložené z angličtiny, slovo "wolfrám" znamená "volfrám". Zváranie sa vyskytuje ako nekonzumovateľná elektróda v prostredí inertného plynu. Vznik oblúka nastáva medzi kovovou a volfrámovou elektródou. Prídavok, ktorý sa používa ako kovová tyč, sa privádza priamo do miesta zvárania, ktoré sa aktívne fúka stíniacim plynom.
- PAW (zváranie plazmovým oblúkom ) je plazmové zváranie. Vykonáva sa pomocou riadeného toku ionizovanej plazmy.
Na typových štítkoch vozidiel môžete tiež vidieť označenie "PN", čo znamená "trvanie zaťaženia". Tento parameter sa meria v percentách, pričom 100% času trvania jednotky je 10 minút.
Na fotografii nižšie sa PN zariadenia rovná 60%. To znamená, že každých 6 minút prístroja potrebuje odpočinúť 4 minúty.
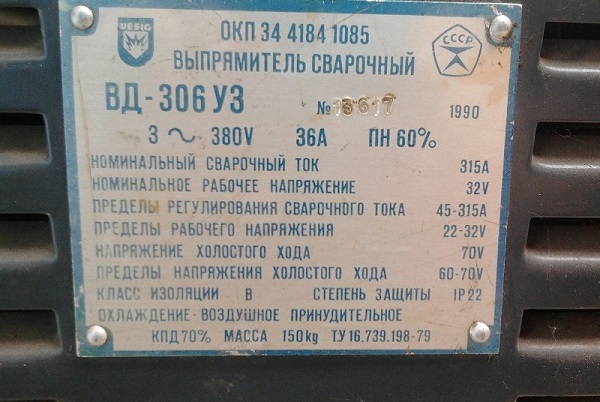
Ako však ukazuje prax, je to predvolený režim pre akéhokoľvek zvárača kvôli technologickým zastavením (výmena elektródy alebo zvarov, pohyb na pracovisku atď.).
transformátory
Jednotka zváracieho transformátora je tradičným a najbežnejším typom zariadenia na kontaktné zváranie. Základom jeho konštrukcie je transformátor s postupným krokom . Zaoberá sa prepínaním napätia prúdiaceho z elektrickej siete na prúd vhodný na zváranie.
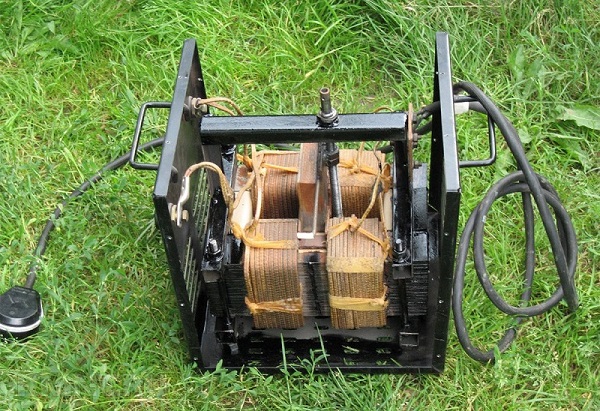
Na zmenu prúdu v týchto jednotkách sa najčastejšie používa spôsob posunutie vinutia vzájomne voči sebe.
Výrazné vlastnosti
Charakteristickým znakom transformátorovej zváračky je, že sa na elektródu aplikuje striedavý prúd. To znamená, že transformácia prebieha len napätím . V dôsledku toho sa rozširovanie kovu zvyšuje, čo ovplyvňuje kvalitu švu. Účinnosť transformátorov je v oblasti 80%, pretože väčšina energie sa stráca na vykurovanie hardvéru.

Jednotky sú rozdelené do domácnosti, generujúce prúd do 200 A, poloprofesionálne a profesionálne až do 300 A a viac ako 300 A. Na používanie prístroja v domácich podmienkach sa používa elektrický jednofázový prúd 220 V. V profesionálnom zariadení sa však najčastejšie používa trojfázový prúd s napätím 380 V.
Transformátory obvykle pracujú s elektródami od 2 do 5 mm. Presnejšie informácie o tomto môžete nájsť z cestovného pasu k zariadeniu.
Rozsah pôsobnosti
Transformátorové zváracie stroje sú nepredvídateľné prístroje a používajú sa prakticky vo všetkých sférach ľudskej činnosti, kde sa vyžadujú zváracie spojenia železných kovov. Zariadenia sa používajú na nasledujúce účely:
- pripojenie kovových konštrukcií na stavenisku;
- kladenie a opravy potrubí;
- zváranie vodovodných potrubí;
- spojenie plechových materiálov, oboch v kĺbe, a prekrývanie.
Klady a zápory
Medzi výhody transformátorového typu patria:
- nízke náklady na jednotku vrátane jej údržby;
- vysoká spoľahlivosť;
- jednoduchosť opravy;
- spoľahlivosť a jednoduchosť prevádzky;
- Účinnosť do 80%;
- jednoduchosť dizajnu.
Nevýhody transformátorov:
- značné rozmery a veľkú hmotnosť - od niekoľkých desiatok do stoviek kilogramov a viac, čo sťažuje prepravu;
- nestabilný oblúk;
- Postrekovanie kovov;
- stredná kvalita švu;
- ťažkosti pri zapálení oblúka;
- citlivosť na poklesy napätia v sieti;
- na vykonávanie kvalitatívneho zvárania sa vyžaduje, aby zamestnanec mal určité kvalifikácie a skúsenosti.
Zváracie usmerňovače
Tieto stroje predstavujú zdokonalenie strojov na zváranie transformátorov a sú schopné pracovať s nepretržitým a stabilným oblúkom, ktorý pozitívne ovplyvňuje kvalitu švíku. Vzhľadom na jednoduchosť dizajnu môžu s touto jednotkou pracovať aj neskúsení operátori.

Výrazné vlastnosti
Pri konštrukcii jednotky je popri stupňovitom transformátore umiestnený aj diódový mostík, ako aj prvky na nastavenie voltampérových charakteristík (VAC), ochrany a štartovacích prvkov. Vďaka transformátoru a bloku usmerňovačov sa vstupné napätie nielen znižuje, ale mení ho aj na konštantný. V dôsledku dodávania jednosmerného prúdu do elektródy dochádza k zníženiu rozstrekovania kovov, oblúk sa správa viac stabilne ako v transformačnom prístroji a príslušný šev má dobrú kvalitu.
Rozsah pôsobnosti
Zváracie zariadenie DC je navrhnuté na nasledujúce účely.
- Zváranie kovov, legovaných a uhlíkových ocelí odolných voči korózii metódou MMA-DC . V zariadení sa môžu použiť elektródy s celulózovým alebo základným náterom.
- Na zváranie argónom všetky kovy, okrem hliníka a jeho zliatin, metódou TIG-DC, to znamená nekonzumovateľná elektróda. Táto metóda je dostupná, ak je usmerňovač vybavený riadiacou jednotkou BUSS-TIG (riadiaca jednotka procesu zvárania).
- Na spoločné použitie s mechanizmom napájania elektródového drôtu, ako aj s napájacím zdrojom. Táto kombinácia zmení bežný stroj na poloautomatický stroj schopný zvárania pomocou metód MAG-DC a MIG-DC.
Zváracie usmerňovače sú široko používané v strojárstve a stavbe lodí, v stavebníctve, pri kladení potrubí, ako aj v domácej sfére. Zariadenia môžu byť stacionárne a mobilné, vybavené šasi.
Klady a zápory
Hlavné výhody zváracích usmerňovačov:
- zlepšený faktor účinnosti;
- minimalizované straty elektrickej energie;
- dobrá kvalita švu;
- jednoduchosť dizajnu;
- stabilný oblúk;
- nízky hluk;
- zlepšený dynamický prúd;
- spoľahlivosť zapaľovania;
- Počas zvárania vzniká malé množstvo postriekania;
- schopnosť variť nerezovú oceľ a neželezné kovy.
Nevýhody prístroja:
- ťažká hmotnosť;
- "Dôsledok" napätia v elektrickej sieti;
- citlivosť na poklesy napätia;
- vysoká cena v porovnaní s transformátorom.
meniče
Tieto typy zváracích strojov sú zariadenia zabezpečujúce spoľahlivé a kvalitatívne pripojenie kovov. Invertory - pomerne náročné jednotky, a to ako u profesionálov, tak aj u domácich majstrov kvôli ich malej hmotnosti, kompaktným rozmerom, vysoko kvalitnému zváraniu a prijateľnej cene.

Výrazné vlastnosti
Charakteristickým znakom meničov je to, že prúd prechádza od vstupu do zariadenia a končia výstupom z neho niekoľko transformácií:
- Striedavý prúd prúdiaci z elektrickej siete alebo generátora padá na primárny usmerňovač, kde sa mení na trvalý usmerňovač;
- ďalej sa stáva jednosmerný prúd prechádzajúci meničovou jednotkou pozostávajúci zo skupiny tranzistorov, ktorý sa opäť mení, ale so zvýšenou frekvenciou kmitov (desiatky kilohertzov);
- vysokofrekvenčný prúd spadá na stupňovitý transformátor, pričom súčasne s poklesom napätia sa intenzita prúdu niekoľkokrát zvyšuje;
- prúd prúdi do sekundárneho usmerňovača, ktorý je už nainštalovaný na výstupe jednotky, kde je opäť premenený na konštantný, potom je nasmerovaný na elektródu.
V dôsledku použitia meničového meniča je možné znížiť veľkosť transformátora stupňovitého prechodu a zodpovedajúcim spôsobom rozmery prístroja. Menič má pomerne vysokú účinnosť - nie menej ako 90% a vyznačuje sa vysoko kvalitnými zváranými švami.
Zariadenia sú vybavené tepelnou ochranou, prepäťovou ochranou, funkciou začiatku štartu a ochranou proti priľnutiu.
Rozsah pôsobnosti
Zváracie meniče sa používajú ako na oblúkové zváranie (MMA) s kusovými elektródami, tak aj na zváranie metódou TIG, MIG a MAG v poloautomatických staniciach. Táto možnosť sa objaví, ak k nemu pripojíte ťahací mechanizmus (s riadiacou jednotkou), ktorý je možné zakúpiť v Číne. Ale častejšie sa meniče používajú ako prenosné jednotky MMA na stavenisku, počas opravárenských a inštalačných prác, pri zváracích drôtoch a v domácej sfére na spojovanie kovov.
Často invertory sa používajú v generátoroch zvárania . Táto kombinovaná jednotka môže pracovať na poli a na vzdialených staveniskách. Benzínový zvárací generátor je cenovo dostupnejší ako nafta a môže byť použitý pre domáce potreby, a to aj ako autonómna elektráreň.
Klady a zápory
Invertory sú univerzálne vo svojich prevádzkových jednotkách, používané na zváranie na tupo a pre spojenie častí sa prekrývajú a majú nasledujúce pozitívne vlastnosti:
- zvýšená účinnosť (až 95%);
- kompaktné rozmery a malá hmotnosť (4-10 kg), ktoré uľahčujú prepravu zariadenia;
- vysoká kvalita zvárania vďaka veľkému počtu nastavení;
- stabilita elektrického oblúka;
- môže byť použitý ako zvárač pre medené drôty ;
- S týmto zariadením môžu začať pracovať;
- so strojom môžete používať všetky typy elektród;
- Mono invertory dosahujú 80%.
Nevýhody meničov sú však dosť znateľné.
- Vysoká cena jednotky.
- Drahá oprava . Oprava bloku IGBT mimo objednávky bude stáť polovicu nákladov nového meniča.
- Citlivosť na prašnosť miestnosti . Prach, usadený na radiátoroch tranzistorov, značne znižuje prenos tepla, v dôsledku čoho sa prehrieva.
- Pri nízkych teplotách sa na elektronických doskách vytvárajú kondenzáty, kvôli ktorým sa môžu vypaľovať.
Zváracie poloautomatické stroje
Semiautomaty sú agregáty, ktoré sa vo väčšej miere používajú odborníci na zváranie akýchkoľvek kovov vrátane nerovných kovov. Podľa štatistík sa takmer 70% všetkých zváracích operácií v Rusku vykonáva pomocou poloautomatických strojov.
Výrazné vlastnosti
Tento typ zváracieho zariadenia pozostáva z:
- zváracia jednotka transformátora alebo invertorového typu;
- zariadenie, ktoré napája elektródový drôt;
- horáky s hadicou;
- balón s ochranným plynom.

Proces zvárania sa vykonáva pomocou špeciálneho drôtu, ktorý slúži ako elektróda. Miesto zváracieho kúpeľa je fúkané ochranným plynom (zvyčajne je to plynný oxid uhličitý), aby sa vylúčil kyslík z atmosférického vzduchu. Rýchlosť posuvu drôtu a prietok plynu v poloautomatickom stroji je možné nastaviť tak, aby sa dosiahla optimálna kvalita švu.
Na poloautomatických strojoch je možné pracovať s plynom i bez plynu pomocou drôtu s práškovým povlakom. Ochranný povlak pri vysokej teplote a odparovanie vytvára ochranný plynový plášť pre zváranie.
Rozsah pôsobnosti
Poloautomatické zváranie, ktoré je moderným vybavením, je ideálne pre použitie vo veľkej a strednej výrobe, v autoservisoch a domácich dielňach. Pomocou poloautomatického stroja môžete variť takmer akýkoľvek kov, akákoľvek hrúbka, dosiahnuť vysoko kvalitné zváranie, po ktorom prakticky žiadne spracovanie švíkov na odstránenie trosky.
Hlavným rozlišovacím znakom poloautomatických strojov je zváranie tenkých plechov (od 0, 5 mm). Väčšina týchto vlastností prístroja je užitočná na opravu automobilov, kde niekedy musíte urobiť čistý šev bez toho, aby ste ho vypaľovali kovom, pretože iné zariadenia to nie sú schopné.
Klady a zápory
Výhody poloautomatických strojov sú nasledovné:
- vysoká kvalita získaného švu;
- minimálne rozstrekovanie kovu počas prevádzky prístroja;
- vysoká produktivita;
- vďaka fungovaniu jednotky s drôtom je možné vytvoriť dlhé švy bez zastavenia, aby sa zmenilo náradie ;
- spájanie tenkých plechov;
- zlúčenina z neželezných kovov a nehrdzavejúcej ocele;
- švy nie sú pokryté troskou, takže sa na spracovanie nepoužíva žiadny čas.
Minusy poloautomatických zariadení:
- Je potrebná prítomnosť plynového zariadenia a keďže plynový valec má veľkú hmotnosť, je ťažké premiestniť všetky zariadenia;
- pri práci vonku je potrebné chrániť horák pred vetrom, ktorý vyfukuje ochranný plyn;
- vysoká cena zariadení.
Zváranie argónom
Názov tejto metódy, pretože nie je ťažké uhádnuť, pochádza z plynu, ktorý sa používa ako ochranný. S argonovým oblúkovým zváraním je možné vytvoriť štruktúry kombináciou kovov, ktoré nemôžu byť spojené inými metódami.

Výrazné vlastnosti
Argón je ťažší ako kyslík, takže ľahko preniká do zvarového bazéna a chráni ho pred oxidáciou kyslíkom. Táto metóda je zváraná pomocou konvenčných tavných elektród a volfrámu, ktoré sa počas prevádzky neroztavia (metóda TIG).
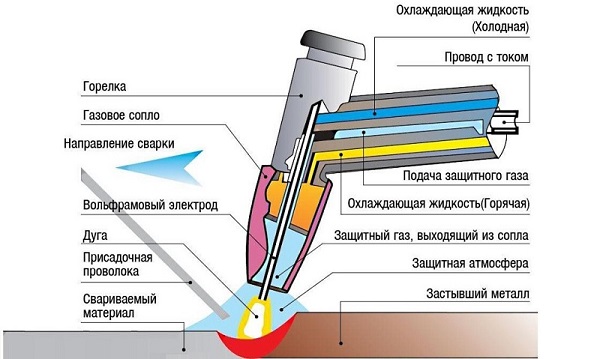
Zváranie je nasledovné.
- Argon je privádzaný do horáka a vystupuje cez jeho dýzu.
- Medzi kovom, ktorý sa má pripojiť, a elektródou sa rozsvieti elektrický oblúk. Vzhľadom na to, že oblúk má vysokú teplotu, začnú sa okraje spojených častí roztaviť.
- Na mieste, kde pôsobí oblúk, sa dodáva prísada, ktorá môže byť drôtová. Vybavenie môže byť buď automatické alebo manuálne.
- Drôt, tavenie, vyplní medzeru medzi spojenými prvkami a vytvorí šev.
- Počas prevádzky jednotky sa horák chladí vodou prostredníctvom systému pripojených rúr.
Stojí za zmienku, že zapálenie oblúka v argónovom médiu je takmer nemožné vzhľadom na vysoký ionizačný index tohto plynu. K tomu je potrebné vyššie napätie. Preto na zapálenie oblúka použite nástroj nazývaný oscilátor, ktorý dodáva elektródu vysokonapäťové a vysokofrekvenčné napätie. To zaisťuje ionizáciu plynu v medzere medzi elektródou a zvarovým kovom, kde vzniká oblúk.
Rozsah pôsobnosti
Metóda zvárania argónom je široko používaná pre spojovanie všetkých druhov kovov. Vo väčšine prípadov sa však používa na zváranie hliníka a nehrdzavejúcej ocele na čerpacích staniciach . Ak chcete v klimatizačnom zariadení vypaľovať radiátor alebo rúrku, čo je trhlina v skrini prevodovky, potom nie je lepšia cesta ako zváranie argónom.
Okrem toho sa argónové zariadenie používa na zváranie duralu, liatiny, titánu, medi, silínu a iných kovov vrátane neželezných kovov a ich zliatin. Ďalšie zváracie argónové prístroje používané na spojenie častí zložitých tvarov, napríklad pri vytváraní kovaných výrobkov pre interiéry: oplotenie krbov, nábytku, lustre, brány atď.
Klady a zápory
К достоинствам аргонного агрегата можно отнести следующее:
- надежное и герметичное соединение;
- благодаря малому нагреву соединяемых частей не происходит тепловая деформация изделия;
- можно соединять разнородные металлы;
- работы по сварке материалов выполняются с высокой скоростью.
Недостатки аргонодуговой сварки:
- сложное оборудование;
- для работы с оборудованием требуются квалифицированные, опытные специалисты.
Аппараты для точечной сварки
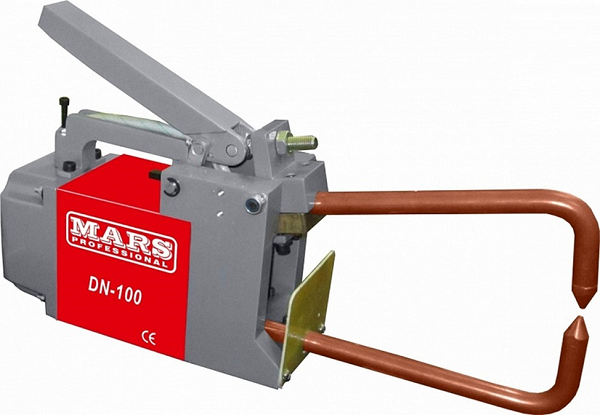
Точечный сварочный аппарат является разновидностью контактных аппаратов и достаточно востребован как метод соединения металлов. При этом методе металлы соединяются одной или несколькими точками, расположенными на определенном расстоянии. От структуры, а также от размера точки зависит прочность соединения. На характеристики точки влияют: свойства электродов, усилие и время сжатия, параметры тока, свойства металла соединяемых деталей.
Отличительные особенности
Najčastejšie sa používajú zariadenia na bodové zváranie, ktoré majú vo svojom zložení kondenzátory. Tá druhá akumuluje energiu a v čase pripojenia elektród ju odovzdáva. V tomto prípade sa generuje zvárací impulz s vysokou intenzitou prúdu, takže časti, ktoré sa majú zvárať, sa zvárajú v mieste, kde sa dotýkajú elektródy.
Elektródy pre túto jednotku môžu mať rôzne tvary, ako je znázornené na nasledujúcej fotografii.

V dôsledku veľmi krátkeho pulzu (stotiny alebo tisíciny sekundy) je oblasť vystavenia vysokým teplotám minimalizovaná, čo umožňuje spojiť kovy s hrúbkou 0, 1 mm.
Rozsah pôsobnosti
Pre bodové zváranie je možné rozlíšiť nasledujúce aplikácie.
- Výroba lisovaných konštrukcií so súčasným bodovým spojením dielov, napríklad v automobilovej a leteckej konštrukcii, pri tvorbe komických techník, ako aj pri iných technikách, ktorých návrh zahŕňa detaily profilových tvarov.
- Výroba prístrojov. V tejto oblasti sa pri výrobe jednotiek miniatúrnych veľkostí a prístrojov vyrobených z tenkostenných materiálov používajú bodové spájacie diely.
- Autoservisy .
Klady a zápory
Výhody zvárania kovov zahŕňajú:
- vysoká produktivita (vo výrobnom procese je plne automatizovaná);
- zváracie elektródy môžu byť nainštalované na robotových manipulátoroch na automatických linkách;
- nevyžadujú použitie plnív;
- vysoká kvalita zváraných spojov;
- možnosť spájania veľmi tenkých častí;
- nevyžaduje vysokú kvalifikáciu prevádzkovateľa.
Nevýhody metódy:
- Nie je možné pripojiť rôzne kovy;
- únik švu;
- zložitosť konštrukcie kompresného mechanizmu, ako aj zváracia hlava;
- vysoká cena stacionárnych zariadení.
Plynové zváranie
Táto elektrodehrdová metóda spojenia kovových výrobkov, ktorá sa ľahko používa, nevyžaduje zdroj elektrickej energie a drahé zariadenia.

Výrazné vlastnosti
Pri zváraní plynom dochádza k spájaniu kovov roztavením okrajov obrobku a plniaceho drôtu, ktoré sú ohrievané smerovaným prúdom horiaceho plynu opúšťajúceho horák. Efektívne a stabilné spaľovanie plynu v horáku je zabezpečené vytvorením zmesi acetylénu a kyslíka. Okrem použitia acetylénu sa vodík často používa na zvýšenie produktivity.
Zariadenie na zváranie vodíkom (elektrolýza) je bezpečnejšie pri prevádzke a vyznačuje sa tvorbou vysoko kvalitných spojov. Namiesto plynového valca sa používa špeciálna jednotka, nazývaná elektrolyzér, v ktorej sa voda rozkladá na kyslík a vodík. Tento proces je spôsobený vplyvom elektrického prúdu na vodu. Následne vodík vstupuje hadicou cez hadicu do horáka a proces zvárania prebieha obvyklým spôsobom, ako pri balónovom plyne.
Rozsah pôsobnosti
Zariadenie na zváranie plynom sa používa na nasledujúce účely:
- kombinácia kovov, ako je hliník, silumin, olovo, meď, nehrdzavejúca oceľ, čierne a iné druhy kovov;
- zváranie trhlín a oprašovanie kovových výrobkov;
- hermetické spojenie potrubí malých a stredných priemerov, vrátane tenkostenných potrubí;
- Povrchová úprava mosadzného povlaku na kovových častiach;
- výroba rôznych nádob a nádob.
K poznámke! Okrem kovových zlúčenín sa plynové horáky používajú na rezanie kovov rôznej hrúbky.
Klady a zápory
Profesionálne zváranie plynom:
- drahé zariadenia sa nevyžadujú;
- dostupnosť spotrebného materiálu;
- nevyžaduje zdroj energie;
- je možné nastaviť silu plameňa a stupeň ohrevu časti.
Nevýhody metódy:
- dlhé zahrievanie kovov v porovnaní s oblúkovým zváraním;
- široká zóna tepelného nárazu;
- náklady na výrobu acetylénu a kyslíka presahujú náklady na elektrickú energiu, ak sa vykonáva porovnávanie rovnakých zváracích prác s použitím obidvoch metód;
- Nízka rýchlosť práce pri spájaní hrubých častí, pretože dochádza k výraznému rozptýleniu tepla nad obrobkom.
- metóda je ťažké automatizovať;
- používané plyny (acetylén a kyslík) sú veľmi výbušné;
- pomerne ťažkopádne vybavenie, ktorého pohyb si vyžaduje prítomnosť dopravy.
Indukčné zváranie
Indukčná metóda spojenia výrobkov z kovu sa tiež nazýva vysokofrekvenčná . Podľa princípu fungovania sa indukčné zariadenie výrazne odlišuje od tradičného zariadenia a je veľmi relevantné, najmä vo výrobe. Postup zvárania je nasledujúci. Najprv sa časť ohrieva vysokofrekvenčným indukčným prúdom. Po zahrievaní obrobku sa stláča pomocou valčekov, čím sa okraje zvarujú.
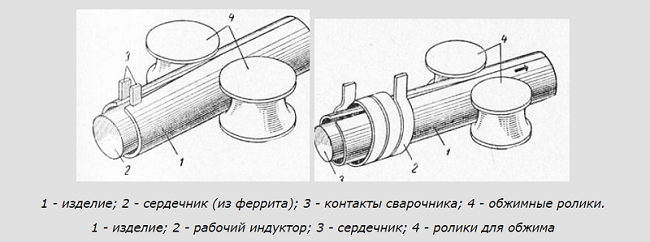
Zariadenia na indukčné zváranie sa vo všeobecnosti používajú pri výrobe švov zváraných rúr.
Prednosti metódy indukcie spojenia kovov:
- rýchle zahrievanie obrobku a rovnaké rýchle zváranie;
- spojenie je vysokej kvality a trvanlivosti;
- Švy sa ukážu hladko, bez škrabancov.
Nevýhody metódy:
- je ťažké udržať medzeru medzi obrobkom a induktorom;
- vysoká spotreba energie;
- po zváraní je ťažké očistiť vnútorný šev.
Plazmové zváranie
Zariadenia na spájkovanie, rezanie a zváranie kovov plazmou sú pomerne rozšírené kvôli ich schopnosti vykonávať vyššie uvedené úlohy v krátkom čase as vysokou účinnosťou.

Výrazné vlastnosti
Plazmové zváranie je podobné zváraniu argónom, ale celý proces sa uskutočňuje pri použití plazmového prúdu. Základom plazmy je ionizovaný plyn, ktorý smeruje do pravého kanála.
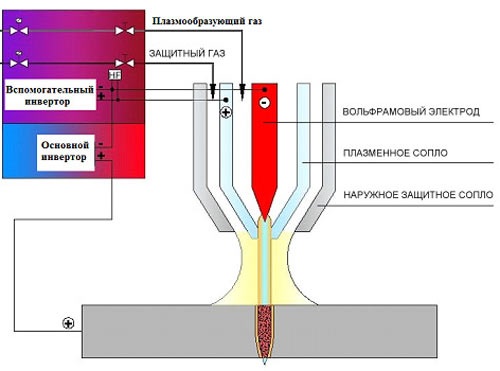
Aby sa premenil bežný oblúk na plazmový oblúk, to znamená, aby sa zvýšila jeho teplota a výkon, plazmový plyn sa núti do vzduchu, po ktorom sa oblúk stlačí. Na stlačenie oblúka sa na prístrojoch používa zariadenie nazývané plazmový horák . Jeho hlavnou úlohou je znížiť prierez oblúka, ktorý zvyšuje jeho výkon a energiu. Steny plasmatrónu počas prevádzky jednotky sa podrobia vodnému chladeniu, pretože teplota vytvorenej plazmy dosahuje 30 000 ° C, zatiaľ čo obyčajný oblúk má teplotu len 5 000 ° C.
Taktiež počas stlačovania oblúka sa do svojej oblasti vstrekuje plyn tvoriaci plazmu, kde sa ohrieva, ionizuje a expanduje 50 až 100 krát. Ďalej tento plyn opúšťa trysku vysokou rýchlosťou, v dôsledku čoho kombinácia tepelnej a kinetickej energie vytvára silný plazmový prúd.
Rozsah pôsobnosti
Plazmové zváranie sa bežne používa v oblasti strojárstva, automobilového priemyslu, leteckej konštrukcie a raketovej techniky, kde je potrebná vysoká presnosť a kvalita spojovacích dielov z rôznych kovov. Tento typ jednotiek sa používa aj pri výstavbe plynovodov, vykurovacích sietí, vysokotlakových ropovodov, elektrární a ďalších zariadení.
Mikroplasmatické zváranie sa používa vo výrobe, kde je potrebné spojiť tenký plech, napríklad v prístrojovej technike .
Plazmové agregáty môžu spájať kovy s hrúbkou 0, 025 mm. Švy majú minimálnu šírku a malá zóna tepelného vplyvu vylučuje deformáciu produktu.
Navyše plazma úspešne znižuje akékoľvek kovy . Preto sa tieto zariadenia široko používajú na rezanie plazmou s vysokou rýchlosťou.
Klady a zápory
Výhody plazmového zváracieho stroja zahŕňajú:
- malá veľkosť oblúka, ktorá umožňuje presnú prácu;
- vysoká teplota plazmy urýchľuje pracovný tok;
- je možné pracovať s akýmikoľvek kovmi a nekovovými materiálmi (rezaním betónu, skla, keramických dlaždíc atď.), čo neumožňuje výrobu zváracích jednotiek;
- Na ochranu očí môžete používať len okuliare;
- stabilita oblúka;
- veľmi hrubé časti môžu byť varené;
- jednoduché použitie;
- kompaktnosť a nízka hmotnosť.
Nevýhody jednotiek:
- prítomnosť ultrafialového žiarenia;
- ionizácia vzduchu kladne nabitými iónmi, čo nie je možné napríklad spôsobom laserového zvárania;
- Škodlivé kovové výpary sa dostávajú do okolitého vzduchu.
Okrem toho plazmové zváracie stroje majú vysoké náklady (zo 100 000 rubľov) a nie všetky stredné podniky si môžu dovoliť kúpiť toto zariadenie. Ale plazmová rezačka má rozumnejšiu cenu (od 20 000 rubľov) a je k dispozícii pre súkromné, malé dielne.