

- Inštalácia a pripojenie jednotky
- Pripojenie zváracích káblov
- Nastavenie stroja
- Bezpečnostné opatrenia pri práci
- Výber polarity
- Vyberte zvárací prúd
- Čo je to zvarový bazén
- Invertorový proces zvárania
- Čo je oblúková medzera
- Zváranie tenkého kovu
- Čo začiatočníci musia vedieť
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Zváracie zariadenia sú dnes zastúpené mnohými druhmi. Ale invertorové zariadenia získali najväčšiu popularitu medzi domácimi majstrami kvôli ich kompaktnosti a všestrannosti. Zvárací invertor je zariadenie, ktoré umožňuje majstrovi vykonávať rôzne druhy zváracích prác. Ale na to, aby ste ich viedli efektívne, nestačí mať drahú jednotku, musíte sa naučiť ovládať aj zváračku.
Inštalácia a pripojenie jednotky
Pre efektívne a bezpečné používanie meniča je v prvom rade potrebné ho správne pripraviť na prevádzku. Tento proces sa uskutočňuje v niekoľkých etapách. Prvou úlohou je inštalácia a pripojenie jednotky. Inštalácia meniča musí spĺňať určité pravidlá:
- jednotka musí byť umiestnená tak, aby bola vzdialená aspoň 2 m od stien alebo akýchkoľvek predmetov;
- zariadenie musí byť uzemnené;
- miesto zvárania musí byť zvolené tak, aby bolo ďaleko od horľavých predmetov;
- odporúča sa variť buď na voľnej plošine alebo na kovovom stole.
Striedač môžete pripojiť ako do domácej siete (220 V), tak aj do siete s napätím 380 V, ktoré sa bežne používa vo výrobe. Ak je určený na použitie jednotky mimo elektrických sietí, potom môže byť pripojený na generátor, naftu alebo benzín.
Napájanie
Pripojenie zváračky k domácej elektrickej zásuvke často spôsobuje problémy. Príčinou ich výskytu môže byť staré vedenie alebo nedostatočný priemer jeho drôtov. Zapojenie je zvyčajne navrhnuté pre prúd do 16 A.A keďže všetky zahrnuté spotrebiče v dome môžu prekročiť túto hodnotu, z bezpečnostných dôvodov sú nainštalované automatické spínače (automatické zariadenia). Preto pri pripájaní je potrebné poznať výkon zváračky, aby nespustila stroj.

Pripojenie meniča k domácej sieti
Tiež by ste mali venovať pozornosť výpadku siete. Ak pri zapnutí meniča zaznamenáte pokles napätia v sieti, znamená to nedostatočný prierez vodičov. V tomto prípade je potrebné zmerať, na aké hodnoty napätie klesne. Ak klesne na hodnoty pod minimom, s ktorým môže menič pracovať (uvedené v pokynoch), potom nemôžete zariadenie pripojiť k takejto sieti.
Používanie predlžovacieho kábla
Sieťový kábel pripojený k meniču spĺňa všetky požiadavky na napájanie a nespôsobuje problémy s pripojením. Ak však jeho dĺžka nestačí, mali by ste zvoliť predlžovací kábel s prierezom drôtu najmenej 2,5 mm2 a nie dlhším ako 20 metrov.Takéto parametre predlžovacieho kábla budú stačiť na to, aby menič mohol pracovať s prúdom do 150 A.
Treba si uvedomiť, že pri pripájaní zariadenia k sieti prenášaním by sa jeho zvyšok nemal držať zvinutý, pretože keď je jednotka zapnutá, zmení sa na induktor. V dôsledku toho sa vodiče prehrejú a predlžovací kábel zlyhá.

Pripojenie ku generátoru
V prípadoch, keď nie je možné pripojiť zariadenie k elektrickej sieti, môžete ho pripojiť ku generátoru, ktorý beží buď na benzín alebo naftu. Najpoužívanejšie sú benzínové elektrárne. Ale nie všetky sú vhodné na pripojenie zváracích strojov. Aby invertor fungoval efektívne, musí mať generátor výkon aspoň 5 kilowattov a produkovať stabilné výstupné napätie. Kolísanie výkonu môže zváračku poškodiť.
Tiež by ste mali zvážiť, s akým priemerom elektródy budete pracovať. Napríklad, ak má elektróda priemer 3 mm, bude potrebný pracovný prúd asi 120 A s napätím oblúka 40 V. Ak vypočítame výkon zváracieho invertora (120 x 40 \u003d 4800), dostaneme hodnotu 4,8 kW. Keďže sa bude jednať o príkon, elektráreň schopná dodať len 5 kW bude pracovať na hranici svojich možností, čo výrazne zníži jej životnosť. Preto musí byť generátor zvolený s určitou rezervou výkonu, približne o 20 – 30 % vyššou, ako spotrebuje menič.

Pripojenie zváracích káblov
Na prednom paneli meniča sú 2 svorky, vedľa ktorých sú značky v tvare „+“ a „-“. K týmto svorkám sú pripojené zváracie káble, z ktorých jeden má na konci kovovú sponu (clothespin) a druhý má držiak elektródy.Ktorýkoľvek kábel môže byť pripojený k obom svorkám v závislosti od spôsobu zvárania, o ktorom sa bude diskutovať neskôr. Po pripojení káblov k stroju sa jeden z nich so špendlíkom pripojí k zváraciemu stolu alebo k obrobku.
V niektorých prípadoch nemusí štandardná dĺžka kábla postačovať, napríklad pri práci vo výškach. V takýchto situáciách vzniká otázka: dá sa zvárací kábel predĺžiť? Profesionáli to neodporúčajú, najmä pokiaľ ide o invertorové zariadenie. Túto skutočnosť možno vysvetliť skutočnosťou, že každý kábel má určité odporové charakteristiky. Preto je nevyhnutný "únik" napätia a prúdu po celej dĺžke. Preto čím dlhšia je dĺžka kábla, tým viac klesá napätie.
Ak sa pokúsite kompenzovať stratu napätia a prúdu pridaním hodnôt na paneli jednotky, potom toto opatrenie s najväčšou pravdepodobnosťou vyradí elektroniku meniča. Ukazuje sa, že je jednoduchšie priblížiť stroj k pracovisku zvárača, ako vynaložiť nemalé sumy na opravu agregátu po predĺžení káblov.

Nastavenie stroja
Kvalita zváracích prác závisí od toho, či je zvárací invertor správne nastavený, najmä pokiaľ ide o správny výber elektród. Tiež treba zvážiť:
- hĺbka zvaru;
- umiestnenie švu v priestore (vertikálne alebo horizontálne);
- značka alebo typ kovu, ktorý sa má zvárať;
- hrúbka kovu atď.
Mali by ste vedieť, že zodpovedajúce elektródy sa vyrábajú pre každý typ kovu. S invertormi je možné použiť elektródy do priemeru 5 mm. Ale pre každú hrúbku nástroja je potrebné zvoliť vhodnú silu zváracieho prúdu. Na správne nastavenie zváracieho stroja môžete použiť tabuľku nižšie.
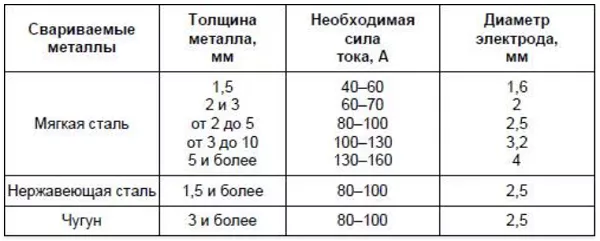
Ak máte napríklad zvárať mäkkú oceľ s hrúbkou 5 mm pomocou invertora, potom by ste mali zvoliť elektródu s hrúbkou 3 mm a nastaviť prúd na stroji na 100 A. Po skúšobnom zváraní môže byť prúd upravené, to znamená znížiť alebo zvýšiť.
Bezpečnostné opatrenia pri práci
O stanovených bezpečnostných pravidlách sa dá povedať, že sú napísané „krvou“ obetí, a preto je prísne zakázané ich zanedbávať. Od ich dodržiavania závisí zdravie a život nielen obsluhy zváracieho zariadenia, ale aj ľudí v jeho okolí. Takže bezpečnostné pravidlá zahŕňajú nasledovné.
- Pred začatím práce skontrolujte neporušenosť izolácie na všetkých vodičoch a kábloch pripojených k zariadeniu. Je tiež potrebné skontrolovať stav zariadenia, konkrétne, aby ste sa uistili, že napätie naprázdno je nulové. V tomto prípade musí byť systém v dobrom funkčnom stave, pričom pri nečinnosti zariadenia vypne napätie na elektróde.
- Pred pripojením zariadenia skontrolujte elektrickú sieť pod záťažou (zmerajte rozsah odberu).
- Na ochranu sietnice pred ultrafialovým žiarením, ktoré vzniká pri horení zváracieho oblúka, je potrebné použiť ochrannú masku (štít) alebo špeciálne okuliare. Nie je to tak dávno, čo sa v predaji objavili zváračské masky a okuliare s „chameleónskymi“ okuliarmi, ktoré automaticky stmavnú, keď ich zasiahne jasné žiarenie. Okuliare či masku by mal nosiť nielen zvárač, ale aj jeho asistent.

- Ak sa zváračské práce vykonávajú vo vnútri, potom sa na ochranu dýchacieho systému a zabránenie otravy škodlivými plynmi používajú respirátory s vymeniteľnými vložkami alebo maskami, cez ktoré je násilne privádzaný vyčistený vzduch.
- Na ochranu rúk pred postriekaním kovom sa používajú špeciálne rukavice - zváračské legíny.

- Na ochranu tela sa používajú overaly, bundy a nohavice z ohňovzdornej látky.
- Aby ste si ochránili nohy, musíte si obuť vysoké topánky, aby sa do nich nedostali kovové iskry. Čižmy by mali byť zhora zakryté nohavicami.

- Pracovisko by malo byť dobre osvetlené.
- Pod nohami zvárača musí byť gumená podložka alebo drevená podlaha, aby sa zabránilo úrazu elektrickým prúdom.
- Na pracovisku by nemali byť žiadne cudzie predmety, o ktoré by ste mohli zakopnúť.
- V blízkosti pracoviska by mal byť piesok a hasiaci prístroj, aby sa požiar uhasil včas.
- Uzemnenie zváračky je nevyhnutnosťou.
Ak už máte naštudované bezpečnostné pravidlá, môžete sa začať oboznamovať s prácou s elektrickým zváraním.
Výber polarity
Nie je žiadnym tajomstvom, že proces tavenia kovu nastáva v dôsledku vysokej teploty elektrického oblúka, ktorý vzniká medzi zváraným materiálom a elektródou. V tomto prípade je kábel s držiakom na elektródu a hromadný kábel (s klipom) pripojený k rôznym svorkám zariadenia. Ak chcete správne pripojiť káble, musíte pochopiť, kedy sú obrátené.
Pri zváraní invertorom alebo akýmkoľvek iným zváracím strojom sa používa priama a opačná polarita pripojovacích káblov k stroju. Priama polarita sa zvyčajne nazýva spojenie, keď je kábel s elektródou zapojený do mínusu a zváraný kov do plusu.
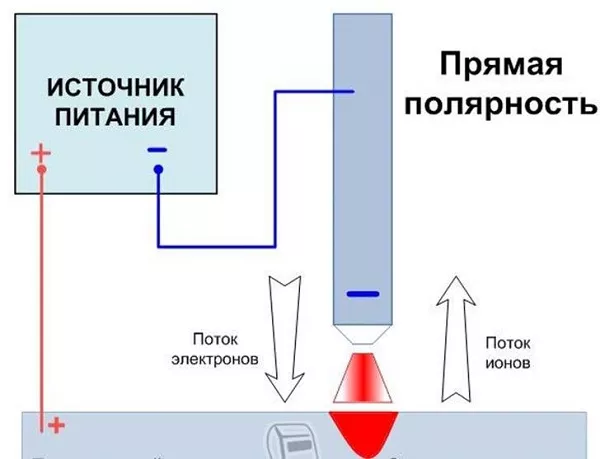
Tento spôsob spájania umožňuje, aby sa kov dobre zahrial, vďaka čomu je šev hlboký a kvalitný. Pri zváraní hrubých kovových výrobkov sa používa metóda priamej polarity.
Obrátená polarita znamená pripojenie elektródového kábla do plusu a uzemňovacieho kábla do mínusu.

Pri tomto spojení sa kov menej zahrieva a šev sa rozšíri. Obrátená polarita sa zvyčajne používa pri zváraní tenkých kovových výrobkov, aby sa vylúčilo prepálenie dielu.
Vyberte zvárací prúd
Zvárací prúd sa volí podľa hrúbky kovu, ktorý sa má zvárať, a priemeru plniva. Pre zjednodušenie výpočtu môžete použiť tabuľku, ktorá bola uvedená vyššie v časti, ktorá hovorila o nastavení jednotky. Pri výbere optimálnej sily prúdu je potrebné pamätať na pravidlo: čím vyššia je sila prúdu, tým hlbší je šev a tým rýchlejšie sa môže elektróda pohybovať. Preto je potrebné dosiahnuť ideálny pomer rýchlosti pohybu prísady a sily prúdu, aby mal šev požadovanú konvexnosť a hĺbku dostatočnú na dobré zvarenie hrán dielov.
Poradte! Po pripojení nových káblov k stroju nepresahujúcich odporúčanú dĺžku je potrebné zmerať zvárací prúd, aby sme zistili jeho hodnotu a prípadne ju upravili.Čo je to zvarový bazén
Zvar je spoj, ktorý vznikne, keď sa kov zahreje do roztaveného stavu. Proces zvárania prebieha pomocou elektródy, ktorá sa skladá z dvoch častí.
- Jadro predstavujúce kovovú tyč.
- Špeciálny náter, ktorý zabraňuje vniknutiu kyslíka do zvarového kúpeľa. Všetky elektródy sú vyrobené z kovov s vysokou elektrickou vodivosťou. Je to potrebné, aby elektrický prúd smeroval presne na miesto zvaru.
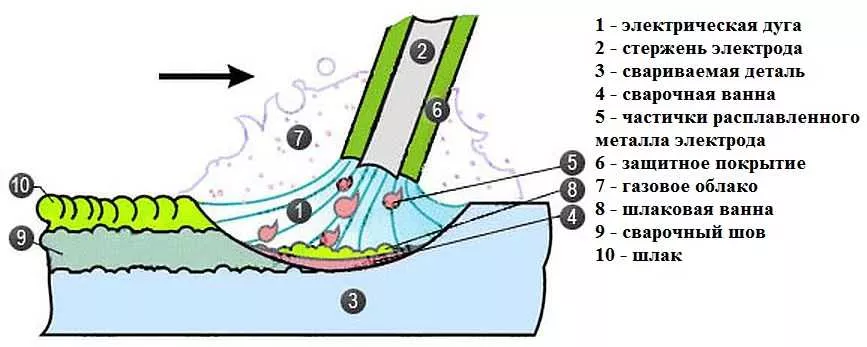
Hoci je proces elektrického zvárania pomerne zložitý, vo všeobecnosti ho možno znázorniť takto.
- Elektróda prichádza do kontaktu s povrchom, ktorý sa má zvárať;
- Vplyvom vysokých teplôt sa povlak tyče začne topiť.
- Tento proces je sprevádzaný uvoľňovaním plynu, ktorý obmedzuje prenikanie kyslíka do zváranej oblasti;
- Roztavený náter zostáva na povrchu spoja a po ukončení práce ho chráni pred vniknutím kyslíka. Takáto roztavená vrstva sa nazýva troska.
Samotné zváranie kovov je veľmi zložitý proces. Pri vykonávaní je potrebné poznať veľa jemností. Kvalita švu závisí od mnohých faktorov. Jeden z nich - obe časti, ktoré sa majú zvárať, musia byť rovnomerne zahriate na rovnakú teplotu. Nanášanie kovu by malo prebiehať tak, aby sa guľôčka roztavila rovnomerne v rôznych smeroch. Okrem toho je potrebné vziať do úvahy skutočnosť, že elektróda sa počas zvárania roztaví a oblúk sa neustále pohybuje smerom k švu. Preto ho treba neustále mierne približovať k detailom. Realizácia širokého švu má tiež svoje špecifické vlastnosti. Aby ste to dosiahli, musíte sa naučiť zvárať v kruhoch alebo cik-cak.
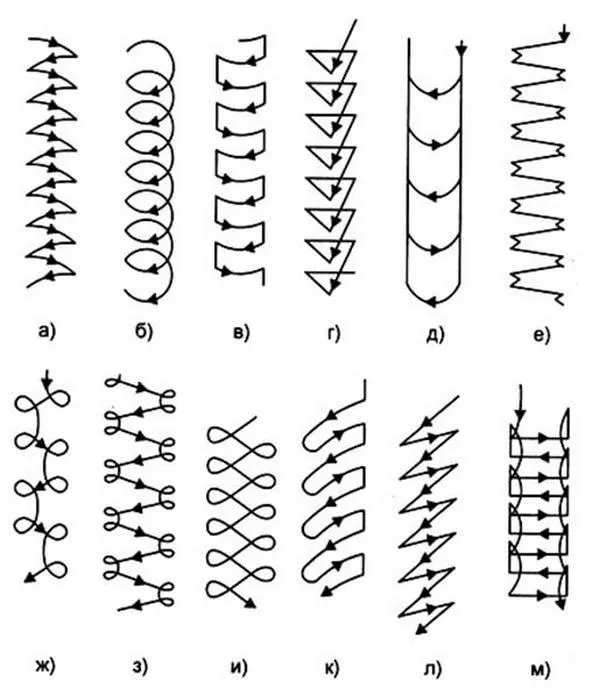
Možnosti pohybu elektródy počas zvárania
Invertorový proces zvárania
Pred začatím zvárania je potrebné pripraviť diely. Musia byť dôkladne očistené od farby, nečistôt a hrdze. Potom by mali byť škvrny od mastnoty alebo farby z okrajov odstránené rozpúšťadlom.
Pred začatím zvárania je potrebné upraviť silu prúdu. Môžete vyskúšať skúšobný zvar. Ak sa ukáže, že valec je rozmazaný, musí sa zvýšiť sila prúdu. Keď sa valček tak zväčší, že je ťažké pohybovať elektrickým držiakom, prúd sa zníži.
Ak sa na zváranie používajú staré elektródy, musia sa pred začatím práce vysušiť. Mali by sa uchovávať niekoľko hodín pri teplote asi 2000 stupňov. Môžete na to použiť špeciálne kachle.
Oblúk môžete začať nasledujúcimi spôsobmi:
- použitím metódy podobnej zapaľovaniu zápaliek;
- niekoľkokrát poklepte koncom elektródy na zváraný kov.

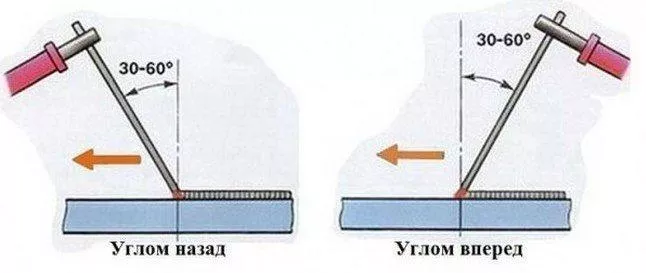
Pre tých, ktorí s varením len začínajú, môžete najskôr nakresliť čiaru na kov a potom pozdĺž nej nakresliť šev. Stačí to zviditeľniť. Potom môžete zapáliť oblúk a priviesť elektródu na začiatok zamýšľaného švu. Tu sa kov začína topiť a pokrývať sa troskou. Takto vyzerá zvarový kúpeľ, ktorý sa musí pohybovať pozdĺž značiek švu. Toto sa musí robiť pod určitým uhlom. Existujú dva rozdiely vo vedení švu pod uhlom: dopredu alebo dozadu. Prvý spôsob je ideálny pre tenké kovy, pretože umožňuje zváranie s najnižším teplom. Pre hrubé kovy sa používa druhý spôsob.
Čo je oblúková medzera
Oblúková medzera je známa aj ako dĺžka oblúka. Toto je názov medzery, ktorá sa získa medzi materiálom, ktorý sa má zvárať, a elektródou. Skúsení zvárači tvrdia, že na získanie vysokokvalitného švu je potrebné túto medzeru neustále udržiavať na konštantnej úrovni. Existujú tri typy oblúkov.
- Krátky oblúk. Oblúková medzera 1 mm, v ktorej sa kov zahrieva na malej ploche. Vďaka tomu sa zvar stáva konvexným. Z tohto dôvodu sa na spoji švu a výrobku môže vytvoriť defekt známy ako podrezanie. Ide o plytkú drážku prebiehajúcu pozdĺž samotného švu. Podrezanie má negatívny vplyv na kvalitu a pevnosť švu.
- Dlhý oblúk. Je veľmi nestabilný a zle chránený pred vystavením vzduchu. Dlhý oblúk nezohrieva kov dostatočne dobre, čo má za následok nie príliš hlboký šev.
- Normálny oblúk. Ak sa počas zvárania vytvorí normálna medzera, získa sa vysoko kvalitný, dobre zvarený šev. Medzera 2-3 mm sa považuje za normálnu oblúkovú medzeru.

Zváranie tenkého kovu
V súkromnom dome alebo vidieckom dome sú tenké prvky zvyčajne zvárané. Prácu musíte robiť opatrne, pretože s nedostatočnými skúsenosťami môžete ľahko prepáliť kov. Preto je lepšie pred zodpovedným zváraním cvičiť na výrobkoch väčšej hrúbky. Potom sa môžete pokúsiť uvariť tenký kov. V tomto prípade by ste sa mali riadiť nasledujúcimi radami.
- Pri zváraní výrobkov je potrebné nastaviť minimálny odporúčaný prúd.
- Musíte variť pod uhlom dopredu.
- Musíte popracovať na obrátenej polarite.
- Pre zníženie deformácie dielov pri zahrievaní sa odporúča ich upevniť pomocou zveráka alebo svoriek.
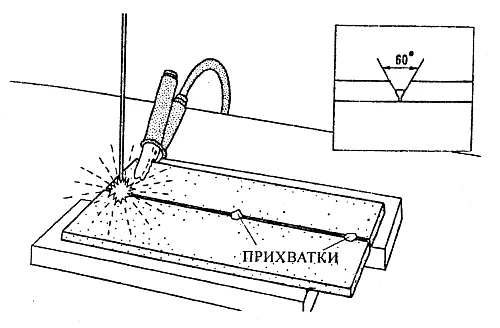
- Ak sa spájajú prvky dlhšie ako 50 mm, najprv musíte urobiť cvočky.
Čo začiatočníci musia vedieť
Ak nemáte prakticky žiadne skúsenosti so zváraním, ale potrebujete túto prácu urobiť, musíte si zapamätať nasledujúce nuansy.
- Šev sa ukáže ako vysoko kvalitný, dobre zvarený a na kove sa neobjavia popáleniny, ak ho neustále monitorujete. Preto sa odporúča vopred usporiadať zvárané diely tak, aby bolo vhodné sledovať priebeh zvárania.
- Najjednoduchšia možnosť je zvárať v spodnej polohe. Pre začínajúcich zváračov je lepšie s ním začať. Potom môžete prejsť na krúžkové spoje a po nich na zvislé. Tie posledné sú najťažšie na vykonanie.
- Pre pohodlie je lepšie vytvoriť prekrývajúce sa spoje. Ak zvárate tupo na tupo, môžete náhodne zvárať k stolu, na ktorom ležia prvky.
- Ak sa počas práce objavia chyby, musia byť odstránené. Za týmto účelom sa problémové miesto dodatočne prevarí alebo najprv vyberie pomocou brúsky a potom sa znova privarí.
- Ak musíte zvárať hrubé časti, potom pre úplné preniknutie na hranách je potrebné urobiť skosenie. Medzera medzi okrajmi závisí od hrúbky prvkov, ale nemala by byť menšia ako 0,5 mm.